
服务热线
13915349641

 服务热线:
服务热线: 醋酸乙酯生产工艺
作为工业溶剂,用于涂料、粘合剂、乙基纤维素、人造革、油毡着色剂、人造纤维等产品中。作为粘合剂,用于印刷油墨、人造珍珠的生产。作为提取剂,用于医药、有机酸等产品的生产。作为香料原料,用于菠萝、香蕉、草莓等水果香精和威士忌、奶油等香料的主要原料。香料制造、可以做白酒勾兑用香料、人造香精。作为萃取剂,从水溶液中提取许多化合物(磷、钨、砷、钴)。
结构式:
化学式:C4H8O2
分子量:88.1
性状:性状无色、具有水果香味的易燃液体。
溶解性:与醚、醇、卤代烃、芳烃等多种有机溶剂混溶,微溶于水。
熔点(℃):-83.6℃;
沸点(℃):77.2℃;
燃烧性:易燃
闪点(℃):-4℃
相对密度(空气=1):3.04
相对密度(水=1):0.90
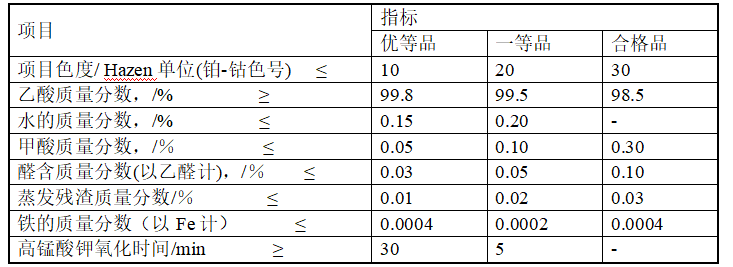
1、国标醋酸乙酯规格
表1.1工业用乙酸乙酯技术要求
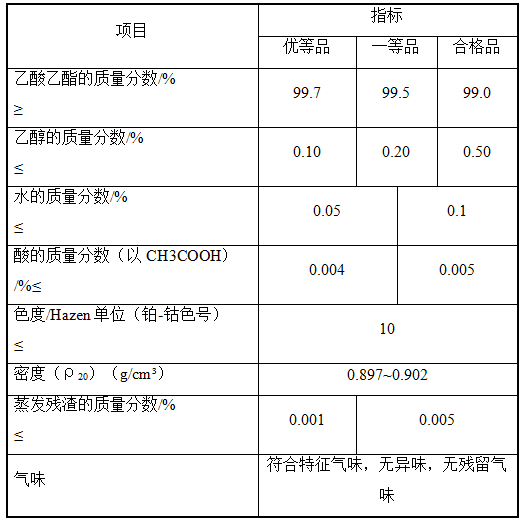
2、我司醋酸乙酯产品规格
符合优等品指标
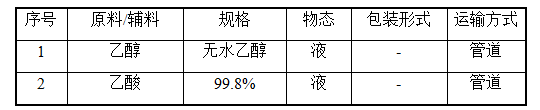
1、原辅材料
本项目涉及的主要原辅材料如表2.1所示。
表2.1主要原辅材料一览表
2、原料质量指标
表 2.3 工业乙醇生产技术指标
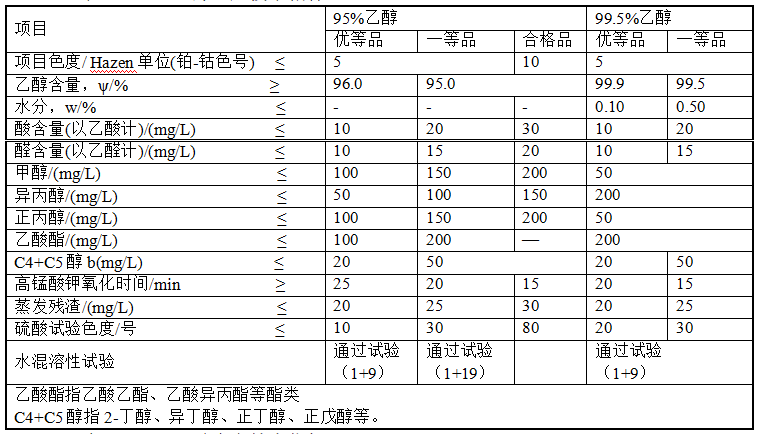
表 2.4 工业乙酸生产技术指标
2.2 公用工程规格
表2.6公用工程规格表
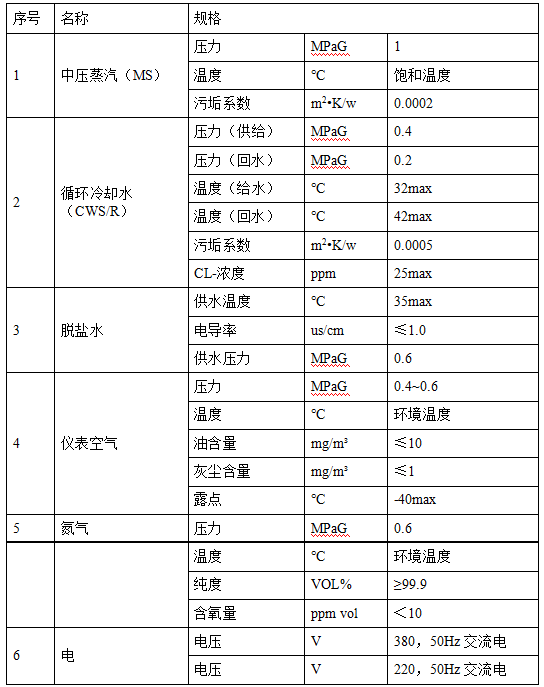
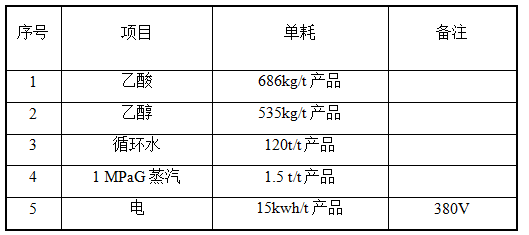
表2.7产品单耗
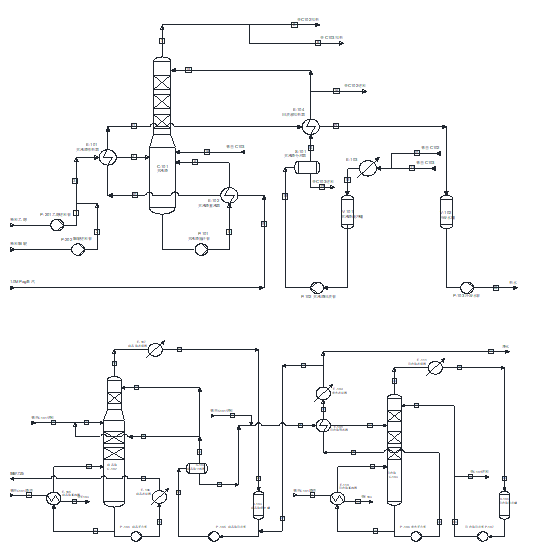
醋酸和乙醇按一定的比例配制好后,用泵打入高位槽经流量计加入酯化釜中,升温反应生成粗酯,粗酯经酯化塔分馏,化验合格后进入脱水塔,除去粗酯中的水以及少量的醇,脱水塔底部物料进入精馏塔,经过加热蒸馏高沸点的少量杂质留在塔底,塔顶物料化验合格后出至中间成品槽。
3.1.1反应工段
根据生产需要将醋酸和乙醇按比一定的比例(乙醇:醋酸 =1:1.0~1.8)配制,配好后原料备用。
以浓硫酸作催化剂的酯化反应生产醋酸乙酯,醋酸与乙醇在浓硫酸的催化作用下,相互作用生成醋酸乙酯和水。
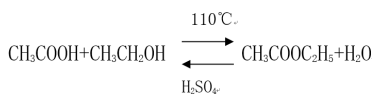
酯化反应是可逆平衡反应,目前生产中的反应是在常压液相沸腾情况下进行的,其平衡常数如下:
在很宽的温度和压力范围内,平衡常数变化很小。用等克分子的醋酸和酒精作用反应到终点时,转化率只有66.6%,也就是说只有2/3克分子的酒精和2/3克分子的醋酸反应生成酯,还有1/3克分子的酒精和1/3克分子的醋酸未反应。
因此,在理论上,不可能由等分子混合物得到很高产率的酯。为达到高产率,就座采取能使平衡向生成酯方向移动的措施,可采用两种方法,达到这一点。
(1)反应物醇或酸之一过量;
(2)将生成物从系统中分离出来。
在本公司是底料中加入过量的酸,同时将粗乙酯和水不断从酯化塔蒸出。在室温下酯化反应相当缓慢。为了加速反应,应该升高温度,但即使是在混合物的沸腾温度下,要达到平衡也需要很多小时,因此必须采用催化剂。目前生产中常用硫酸作催化剂。
3.1.2 脱水工段
根据生产需要将醋酸和乙醇按比一定的比例(乙醇:醋酸 =1:1.0~1.8)配制,配好后原料备用。
3.1.3精馏工段
脱水岗位过来的物料含有少量的高沸点杂质,精馏岗位根据物料沸点的高低不同通过蒸馏,沸点低的酯从塔顶冷凝采出去成品,沸点高的杂质留在塔底,当杂质累计到一定量时精馏岗位停产包料。
3.1.4回收工段
在整个生产过程中回收岗位是间歇性操作。在醋酸酯的生过程中有三个岗位产生废水,分别是酯化、脱水以及回收岗位,这些岗位产生的废水集中在一废水槽中。废水中含有少量的酯、醇,根据沸点的高低不同,进行蒸馏,低沸点的醇、酯从塔顶经冷凝回收再利用,塔底废水排入车间废水池,以待集中处理。
本车间醋酸乙酯采用硫酸作催化剂的酯化工艺转化率高,能耗低,“三废”量少,并在生产工艺中达到了综合治理,降低了原料消耗,提高了经济效益。在本工艺过程中,“三废”产生主要是废水,来源于酯化反应生成的水及原料酒精中约5%的水。由于酯化及脱水工段所分离出来的废水中含有少量的酯醇及少量的低沸酯,在排放前还要进一步回收废水中的酯、醇和低沸酯,故排放的废水对环境不会造成污染。
以150t/day醋酸乙酯为例,占地面积40米*18米。如下图所示。
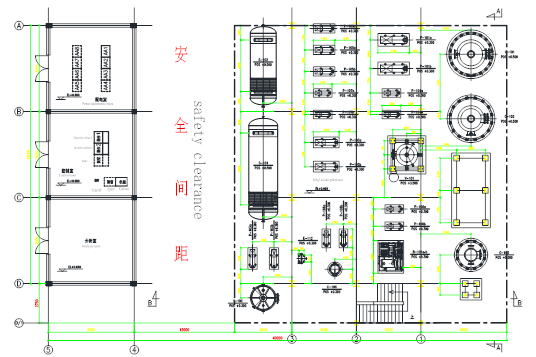
150t/day醋酸乙酯项目案例

1) 工艺包+技术服务+设计+核心设备
2) 工艺包+技术服务+设计+设备采购
3) 工艺包+技术服务+设计+设备采购+安装工程施工+装置调试指导
主车间内部除土建、钢结构、消防、监控、给排水、催化剂以外的所有工程内容。
自预付款支付起,主要设备到厂需要5个月,安装工程3个月,总建设周期约8个月。

