
服务热线
13915349641

 服务热线:
服务热线: 醋酸甲酯生产工艺
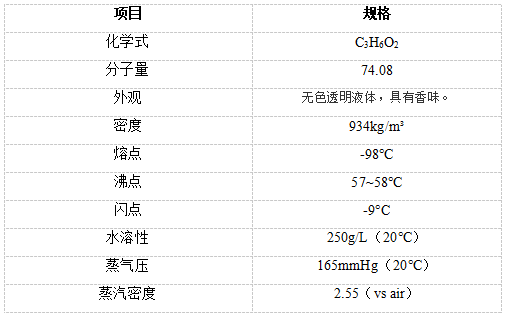
1.它可以作为纤维素快干性溶剂,广泛应用于油漆涂料、纺织、香料、医药及食品等行业。
2.醋酸甲酯也是生产染料和药物的重要化工原料。
3.醋酸甲酯还用于油脂及柴油的生产。
4.在醋酸甲酯羰基化制醋酐的工艺中,它是最经济的原料之一,因此在合成醋酸、醋酐、丙烯酸甲酯、醋酸乙烯和乙酰胺等工业中得到了广泛应用。
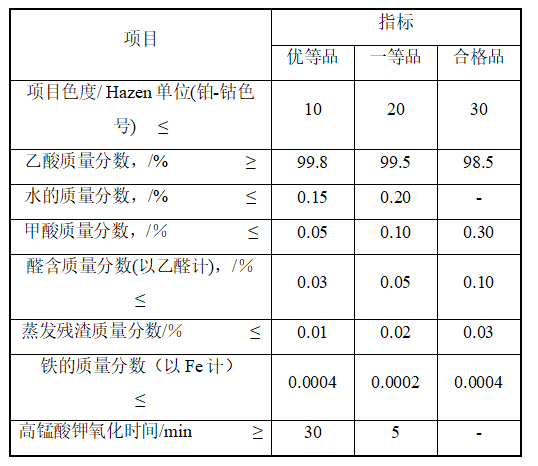
1、国标醋酸甲酯规格
表1.1工业用醋酸甲酯技术要求
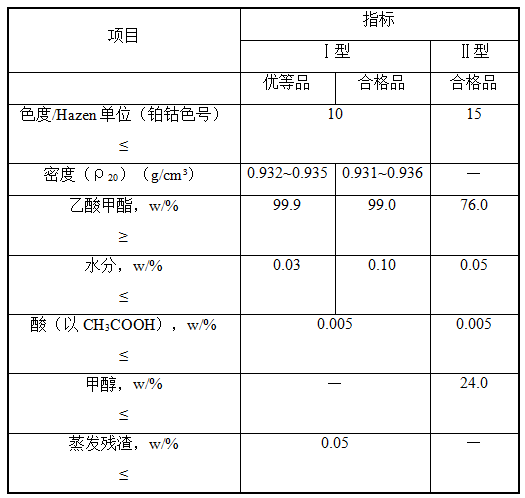
2、我司醋酸甲酯产品规格
符合产品醋酸甲酯符合GB5626-2019中Ⅰ型优等品质量指标。
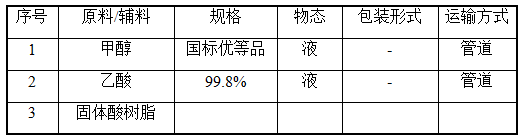
1、原辅材料
本项目涉及的主要原辅材料如表2.1所示。
表2.1主要原辅材料一览表
2、原料质量指标
表 2.2工业用甲醇标准( GB 338-2011)
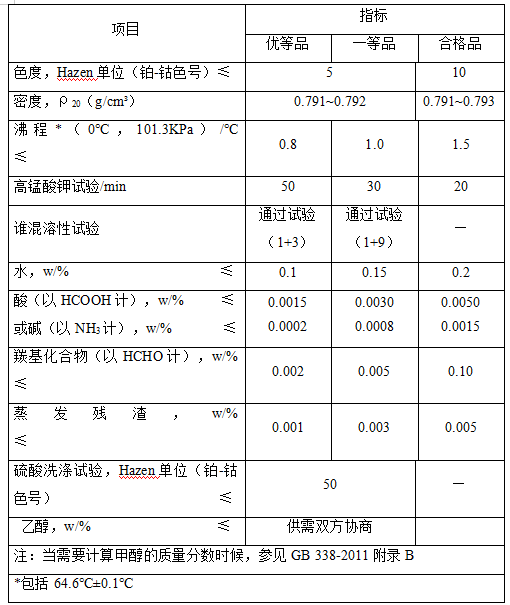
表 2.3 工业乙酸生产技术指标
2.2 公用工程规格
表2.4公用工程规格表
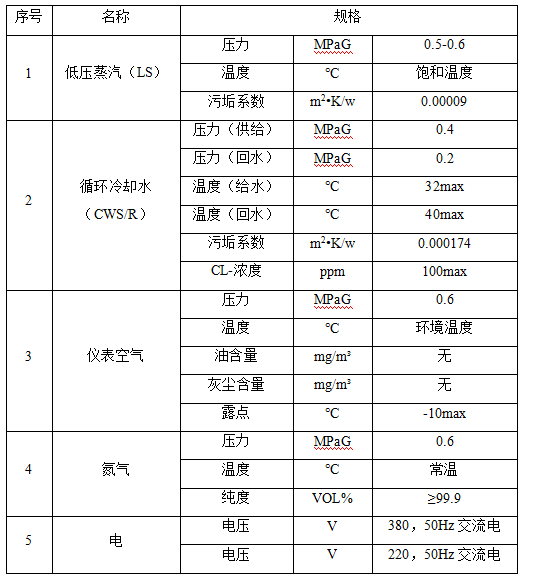
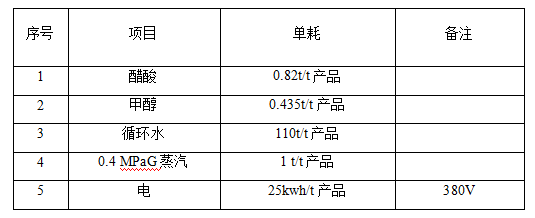
表2.5产品单耗
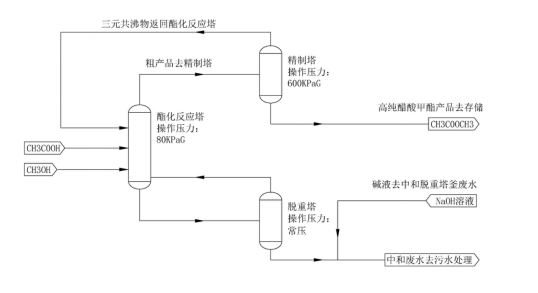
三、 醋酸甲酯生产技术简介
3.1.1反应精馏塔系统
来自罐区的醋酸进入醋酸保护床后经醋酸预热器预热至55℃后进入反应精馏塔;来自罐区的甲醇进入甲醇保护床后经甲醇预热器预热至90℃后进入反应精馏塔。醋酸与甲醇在反应精馏塔中发生酯化反应,塔顶气相经反应精馏塔蒸发冷冷凝后进入反应精馏塔回流罐,一部分冷凝液回流,一部分被反应精馏塔顶采出泵送去产品塔系统;回流罐气相经反应精馏塔二冷冷凝,凝液回流,不凝气去尾气系统。反应精馏塔塔釜液经反应精馏塔塔釜泵送至回收塔系统。反应精馏塔有3层填料和80块塔板,操作压力为0.005MPaG,塔顶温度58℃,塔釜温度93℃。反应精馏塔设置了6个外挂反应器,反应精馏塔中部的液体经反应塔循环泵送入外挂反应器后返回塔中。外挂反应器操作压力为0.4 MPaG,操作温度为75-80℃。
3.1.2产品塔系统
反应精馏塔塔顶采出液经产品塔进料预热器ABC加热至120℃后进入产品塔,塔顶气相去反应精馏塔再沸器B冷凝,冷凝液进入产品缓冲罐后去产品塔回流罐,一部分冷凝液回流,一部分去产品塔进料预热器A换热,冷却后去反应精馏塔;回流罐气相经产品塔二冷冷凝,凝液去轻组分罐,不凝气去尾气系统。产品塔塔釜醋酸甲酯依次进入进料预热器B、醋酸预热器、产品冷却器A和产品冷却器冷却后送去罐区储存。产品塔是板式塔,操作压力为0.5MPaG,最大压力0.8MPaG,塔顶温度117℃,塔釜温度120℃。
3.1.3回收塔系统
来自罐区的甲醇进入甲醇保护床后经甲醇预热器预热至90℃后进入回收塔上部,反应精馏塔釜液进入回收塔中部,回收塔塔顶气相直接进入反应精馏塔,塔釜废水进入甲醇预热器换热冷却后去废水冷却器继续冷却,冷却后的废水去废水单元。回收塔是填料塔,操作压力为0.08MPaG,塔顶温度80℃,塔釜温度119℃。
3.1.4尾气系统
尾气系统有两个塔,尾气吸收塔和尾气塔。
各系统尾气进入尾气吸收塔,脱盐水经脱盐水冷却器冷却后从尾气吸收塔顶部喷淋吸收尾气,尾气塔塔釜液一部分经吸收塔冷却器冷却后循环回塔,一部分被吸收塔采出泵送至回收塔。尾气吸收塔塔顶尾气去醋酸丁酯尾气风机,经过活性炭吸附后去烟囱排放。尾气吸收塔是填料塔,操作压力为0.005MPaG,操作温度45℃。
反应精馏塔和产品塔塔顶安全阀泄放气进入尾气塔,脱盐水从塔顶部喷淋吸收气体,尾气塔釜废液经尾气塔冷却器冷却后循环回塔,定期将废水送至废水外送泵。尾气塔塔顶尾气经过活性炭箱净化后去烟囱排放。
废气:
醋酸甲酯生产过程中产生的含有醋酸、甲醇、醋酸甲酯的有机工艺废气,经过冷凝后由管道收集进入吸收设施处理后高排气筒排放,收集效率达到99%。
废水:
脱重塔塔釜采出的酸性废水,废水醋酸含量小于0.1%wt(平均值),经过碱液中和之后排到污水处理站进行处理。
固废:
生产过程中产生的危废,主要有废催化剂,一次加入后,每2~3年换一次,催化剂厂家回收处理或者交由有资质单位处理。
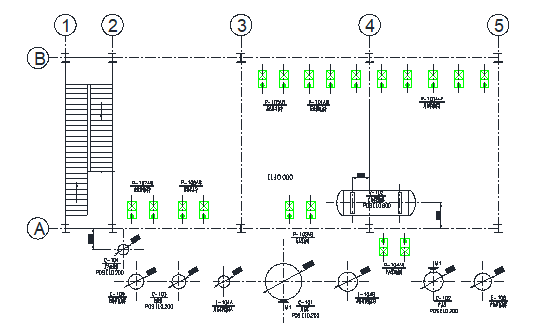
以10万吨/年醋酸甲酯为例,占地尺寸为19.7m(长)×11.75m(宽),区域位于原车间轴1~4和A~E。主要分为两个部分,一部分设备位于装置内;另一部分在装置外边缘。设备主要布置在EL±0.000层,EL5.000层和EL10.000层。
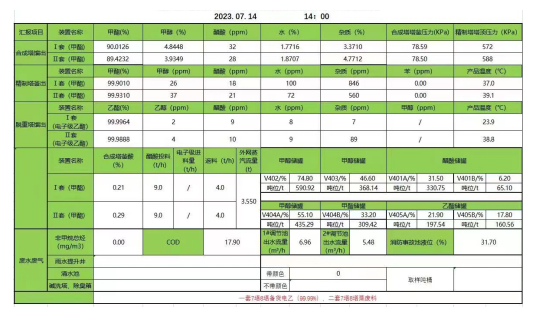
10万吨/年醋酸甲酯运行数据案例:
1) 工艺包+技术服务+设计+核心设备
2) 工艺包+技术服务+设计+设备采购
3) 工艺包+技术服务+设计+设备采购+安装工程施工+装置调试指导
主车间内部除土建、钢结构、消防、监控、给排水、催化剂以外的所有工程内容。
自预付款支付起,主要设备到厂需要5个月,安装工程3个月,总建设周期约8个月。

